
אַנאַליסיס פון קנק מאַשינינג פאַל פון אַלומינום באַטערי שעל

פּראָדוקט דעטאַילס
קליענט ס בקשה
1. פּראָדוצירן דעם טייל ווי פּער 3 ד טעקע און קאָנטראָלירן די אַקיעראַסי ין 0.05 ם.
2. קמם דורכקוק אָפּשיקן צו די טאָלעראַנץ פון 2 ד צייכענונג.
3. מאַכן זיכער די פֿאַרזאַמלונג איז גוט.
אונדזער אַנאַליסיס
נאָך באקומען די דראַווינגס און ריקוועס פון די קליענט, אונדזער פאַכמאַן ענדזשאַנירז האָבן אַ גרונטיק אַנאַליסיס און באַשטעטיקונג אַז מיר קענען פּראָדוצירן דעם טייל שטרענג און קאָנטראָלירן אַלע דימענשאַנז אין טאָלעראַנץ.צו מאַכן זיכער אַז די פֿאַרזאַמלונג איז גוט, מיר געבעטן דעם קליענט צו צושטעלן די אַסעמבלי צייכענונג צו קאָנטראָלירן אַז עס איז קיין ינטערפיראַנס מיט אנדערע קאַמפּאָונאַנץ.
אָנהייב ארבעטן
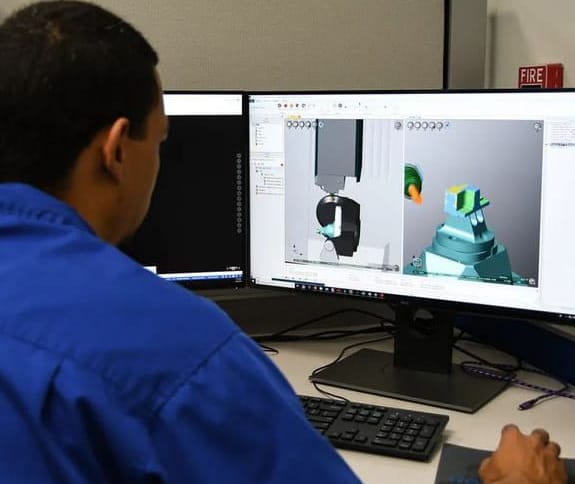
1. פּראָגראַממינג
אונדזער CNC פּראָגראַמיסט איז ארבעטן אויף באַשטעטיקן די אַרבעט פּאַטס פון מאַשין.
2. קנק מאַשינינג
דער פּראָדוקט איז מאַשינד סיסטאַמאַטיקלי און סמודלי לויט די פּראָגראַם פּאַטס מיר שטעלן.


3. האַנט פּאַלישט
די נאַטירלעך ייבערפלאַך פון פּראָדוקטן נאָך CNC איז פּראָסט און מיט אַ פּלאַץ פון בוררס און נייווז, אונדזער אַרבעטער איצט איז ניצן די סאַנדפּייפּער צו דעבורר און פּויליש די ייבערפלאַך צו האָבן אַ גלאַט טייל אָן קיין שאַרף עדזשאַז.דער טייל וועט זיין סאַנדיד פון פּראָסט צו פייַן סאַנדפּייפּער (400-1500) גלייַך גרינדינג ביז די ייבערפלאַך איז גלאַט.
4.קמם (קאָאָרדאַנאַט מעסטן מאַשין) דורכקוק
אונדזער QC איז אַדזשאַסטיד די CMM מאַשין צו האָבן אַ פּינטלעך דורכקוק אויף דימענשאַנאַל אַקיעראַסי, פּאַזישאַנינג אַקיעראַסי, דזשיאַמעטריק אַקיעראַסי און קאַנטור אַקיעראַסי.


5.שיפּפּינג
נאָך אונדזער QC האט גרין ליכט אויף דעם פּראָדוקט, מיר וועלן שיקן זיי מיט די שטאַרק פּעקל צו באַשיצן פּראָדוקט.אַזוי אַז יעדער פּראָדוקט וועט זיין איבערגעגעבן אין אַ גוטן צושטאַנד.