
פּלאַסטיק ינדזשעקשאַן פּאַרץ



פּראָדוקט דעטאַילס
פּראָיעקט אַנאַליסיס:
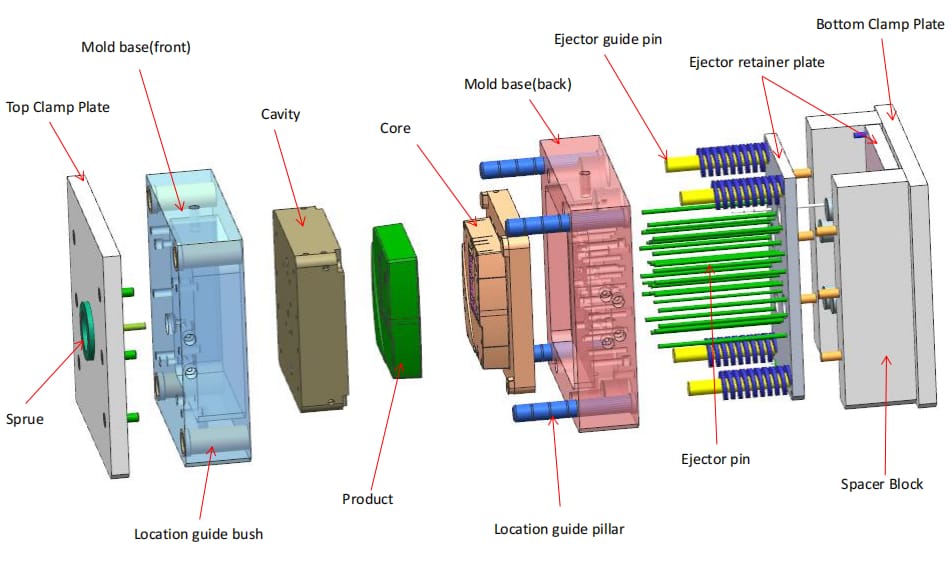
נאָך באקומען 3 ד דראַווינגס און רעקווירעמענץ פון קאַסטאַמערז, אונדזער ינזשעניר מאַנשאַפֿט וועט אָפּשאַצן זייַן סטראַקטשערז און דימענשאַנז צו דיסקוטירן און באַטראַכטן ווי צו פּלאַן די פורעם (אַזאַ ווי די ינדזשעקשאַן טויער, פּינס, פּלאַן ווינקל עטק.)
פּראָדוקציע פּראָצעס:

1. קלאַמפּינג:
די געצייַג קלאָוזיז, סיגנאַפייז די אָנהייב פון די ינדזשעקשאַן מאָלדינג ציקל.
2. ינדזשעקשאַן:
די פּאָלימער גראַניאַלז זענען ערשטער דאַר און געשטעלט אין די כאַפּער, דעמאָלט זיי זענען פאסטעכער אין די פאַס, ווו זיי זענען סיימאַלטייניאַסלי העאַטעד, געמישט און אריבערגעפארן צו די פורעם דורך אַ בייַטעוודיק פּעך שרויף.די דזשיאַמאַטרי פון די שרויף און די פאַס זענען אָפּטימיזעד צו העלפן בויען די דרוק צו די ריכטיק לעוועלס און צעשמעלצן די מאַטעריאַל.

3. קאָאָלינג:
נאָך די געצייַג קאַוואַטי איז אָנגעפילט, די סמאָלע מוזן זיין ערלויבט צו קילן.וואַסער איז סייקאַלד דורך די געצייַג צו האַלטן אַ קאָנסיסטענט טעמפּעראַטור בשעת די מאַטעריאַל כאַרדאַנז.
4. עדזשעקשאַן
ווי דער מאַטעריאַל קולז אַראָפּ, עס שייַעך-סאַלידאַפייז און נעמט די פאָרעם פון די פורעם.צום סוף, די פורעם אָפּענס און די האַרט טייל איז פּושט אויס דורך די עדזשעקטאָר פּינס.דער פורעם דעמאָלט קלאָוזיז און דער פּראָצעס ריפּיץ.

5. פּעקל
די פאַרטיק פּראָדוקטן וועט זיין פּאַקט דורך ניצן פּלאַסטיק זעקל און שטעלן אין קאַרטאָנס.ספּעציעלע פּאַקקאַגינג רעקווירעמענץ, קענען אויך זיין קאַסטאַמייזד לויט צו די באדערפענישן פון קאַסטאַמערז. אַזוי אַז יעדער פּראָדוקט וועט זיין איבערגעגעבן אין די גוט צושטאַנד.